
Injection Molding Chiller Manufacturer
Air Cooled Scroll Chiller · Skid-Mounted Package · 2RT to 200RT
Factory-direct from Nanjing, China · CE & ISO 9001 Certified · 15 Years Experience
Get a Free Quote → Selection Guide ↓

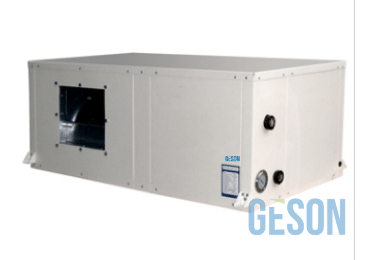
Air Cooled Scroll Chiller
Compact package unit for individual injection moulding machines. Built-in pump and stainless steel tank. No cooling tower required.
- 2RT – 60RT capacity
- 5°C – 25°C outlet temperature
- Built-in pump & tank
- No cooling tower needed
- 30-day lead time

Air Cooled Screw Chiller
Central cooling system for multiple injection moulding machines. High capacity, energy efficient, suitable for large plastic factories.
- 20RT – 570RT capacity
- -5°C – 20°C chilled water
- Semi-hermetic screw compressor
- SIEMENS PLC controller
- R407C / R410A / R134A

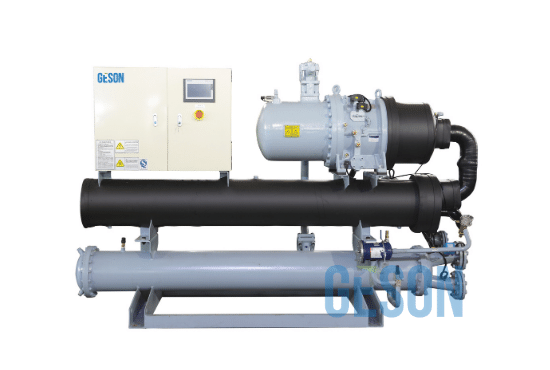
Water Cooled Screw Chiller
Best choice for large central cooling systems. Lower operating cost than air cooled. Ideal for factories with multiple production lines.
- 50RT – 1,000RT capacity
- 7°C – 15°C chilled water
- Built-in water pump & tank
- No cooling tower needed
- Easy maintenance
Injection Molding Chiller — Specifications at 10°C Chilled Water
| Parameter | Unit | 3.1ADT | 5.1ADT | 8.1ADT | 10.1ADT | 12.1ADT | 15.1ADT | 20.1ADT | 20.2ADT | 25.2ADT | 30.2ADT | 40.2ADT |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cooling Capacity | kW | 4.4 | 7.3 | 12.9 | 14.6 | 16.5 | 20.8 | 27.9 | 29.3 | 33 | 41.5 | 55.9 |
| kcal/h | 3,800 | 6,300 | 11,100 | 12,600 | 14,200 | 17,900 | 24,000 | 25,200 | 28,400 | 35,700 | 48,100 | |
| RT | 1.3 | 2.1 | 3.7 | 4.2 | 4.7 | 5.9 | 7.9 | 8.3 | 9.4 | 11.8 | 15.9 | |
| Total Current (A) | 5.1 | 8.2 | 12.4 | 15 | 16.6 | 22.5 | 29.6 | 28.3 | 32.3 | 43.9 | 59.9 | |
| Compressor Qty (Set) | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | |
| Axial Fan | Power (kW) | 0.19 | 0.42 | 0.38 | 0.84 | 0.84 | 0.84 | 1.14 | 1.14 | 1.14 | 1.5 | 2.52 |
| Current (A) | 0.5 | 0.85 | 1 | 1.7 | 1.7 | 1.7 | 3 | 3 | 3 | 3.84 | 5.1 | |
| Evaporator | Flow Rate (m³/h) | 13 | 21 | 37 | 42 | 47 | 59 | 80 | 84 | 94 | 119 | 160 |
| Pipe Diameter (DN) | 20 | 20 | 25 | 25 | 25 | 32 | 32 | 32 | 32 | 40 | 40 | |
| Water Pump | Power (kW) | 0.37 | 0.37 | 0.37 | 0.55 | 0.55 | 0.75 | 0.75 | 0.75 | 1.1 | 1.1 | 1.5 |
| Head (m) | 15 | 20 | 21 | 18 | 16 | 23 | 22 | 22 | 21 | 20 | 19 | |
| Water Tank (L) | 70 | 75 | 100 | 115 | 145 | 250 | 270 | 270 | 320 | 360 | 400 | |
| Dimensions | L (mm) | 950 | 950 | 1200 | 1350 | 1400 | 1600 | 1950 | 1950 | 2100 | 2200 | 2450 |
| W (mm) | 700 | 700 | 850 | 850 | 850 | 1000 | 1250 | 1250 | 1250 | 1250 | 1350 | |
| H (mm) | 1050 | 1050 | 1550 | 1550 | 1550 | 1600 | 1600 | 1600 | 1600 | 1850 | 2050 | |
| Weight (kg) | 150 | 200 | 285 | 350 | 450 | 600 | 830 | 830 | 1050 | 1250 | 1350 | |
* Specifications subject to change. Contact Geson engineering for custom configurations.
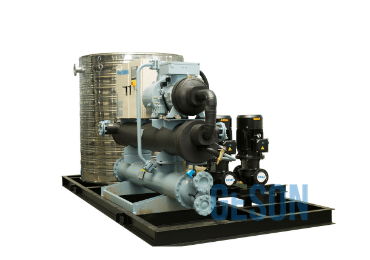
Factory Photos — Skid-Mounted Package Unit
Each unit is assembled and tested at our Nanjing factory before shipment. Connect supply and return water pipes on-site — ready to run.






Key Components
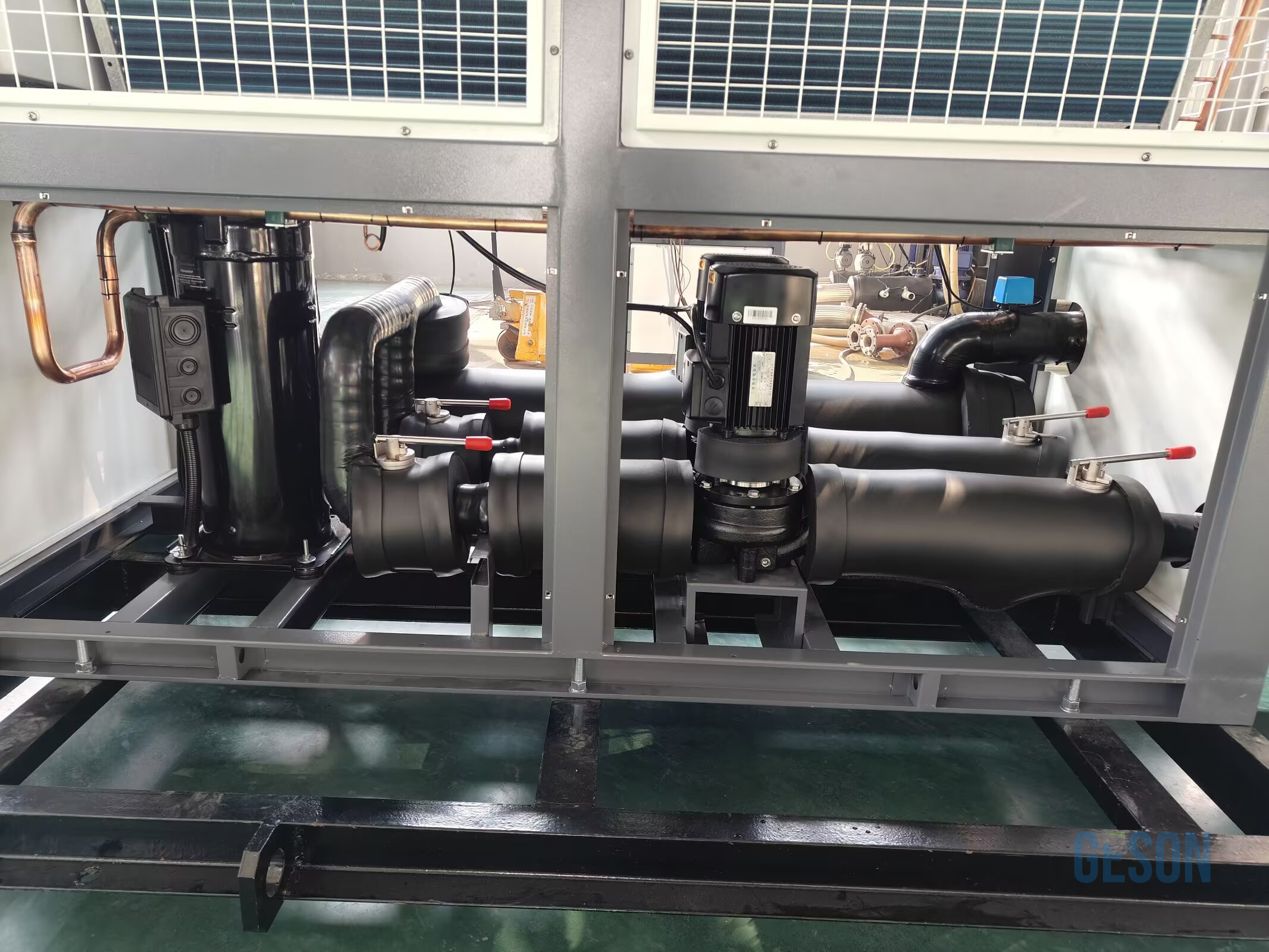
Scroll Compressor + Evaporator

LCD Touch Controller

Pressure Gauges + Emergency Stop

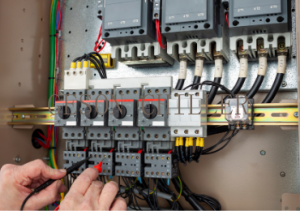
Electrical Control Panel
Top Brand Components
Ensure Your Top Quality Chiller





Geson Injection Molding Chiller — Complete Selection Guide
Geson manufactures injection molding chillers from 2RT to 200RT for plastic processing applications including injection moulding, extrusion, blow moulding, and film blowing. Available in air cooled scroll and water cooled configurations, with built-in pump and tank options for simple installation. Lead time: 30 working days.
Chiller Selection by Plastic Process
| Process | Cooling Requirement | Recommended Chiller | Typical Capacity |
|---|---|---|---|
| Injection moulding | Mould cooling, hydraulic oil cooling, barrel throat cooling | Air cooled scroll chiller with built-in pump and tank | 2RT – 60RT per machine |
| Plastic extrusion | Water bath cooling, calibration table, barrel cooling | Air cooled or water cooled scroll/screw chiller | 10RT – 150RT |
| Blow moulding | Mould cavity cooling, preform cooling | Air cooled scroll chiller | 5RT – 50RT per machine |
| Film blowing | Air ring cooling water supply, die cooling | Air cooled scroll chiller | 5RT – 30RT |
| Multi-machine central | Central chilled water supply to multiple machines | Water cooled screw chiller + distribution manifold | 50RT – 300RT+ |
| PVC pipe extrusion | Water bath, vacuum sizing, barrel cooling | Water cooled screw chiller | 50RT – 300RT |
Chilled Water Temperature Guide
| Application | Recommended Temp | Notes |
|---|---|---|
| Injection mould cooling (general) | 10°C – 15°C | Most common — prevents condensation on moulds |
| Injection mould cooling (precision) | 7°C – 10°C | For tight dimensional tolerances |
| Hydraulic oil cooling | 25°C – 30°C | Separate circuit — higher temperature acceptable |
| Extrusion water bath | 10°C – 20°C | Depends on material and line speed |
| PVC pipe sizing | 12°C – 18°C | Warmer water reduces internal stress in pipe wall |
| Film blowing air ring | 7°C – 12°C | Lower temperature improves bubble stability |
Real Project References — Plastics Industry
| Year | Country | Process | System Supplied |
|---|---|---|---|
| 2025 | Bangladesh | PVC pipe extrusion | Water cooled screw chiller 750kW/213RT, Hanbell compressor + cooling tower + pumps |
| 2023 | Oman | PVC injection moulding | Water cooled screw chiller 155kW/44RT, 12/7°C, R407C, 440V/50Hz |
| 2023 | Oman | Plastic extrusion machinery | Water cooled screw chiller 282kW/80RT, 12/7°C, R407C, 440V/50Hz |
| 2025 | Vietnam | Plastics manufacturing | Air cooled scroll chiller 300kW/85RT |
| 2020 | Russia | Plastic extrusion 800kg/h | Air cooled scroll chiller 65.4kW/18.6RT, R22, 3P-380V-50Hz |
Frequently Asked Questions
What size chiller do I need for injection moulding?
Use the formula: Q (kW) = W × C × ΔT × S ÷ 860. As a general rule, 1 ton (3.5kW) of cooling is sufficient for approximately 35–65 lbs/hour of plastic. Contact Geson engineering with your material type, shot weight, and cycle time for a calculated recommendation.
What temperature should chilled water be for injection moulding?
Standard chilled water supply temperature for injection mould cooling is 10°C to 15°C — cold enough for effective cooling while avoiding condensation on mould surfaces. For precision moulds, 7°C to 10°C may be used.
Can one chiller cool multiple injection moulding machines?
Yes. A central chilled water system with one or more larger chillers feeding a distribution manifold is the most efficient approach. Geson can design and supply complete central chilled water systems including chiller, pumps, buffer tank, and distribution manifold.
Should I choose air cooled or water cooled?
For individual machine cooling (2RT–50RT), air cooled scroll chillers are the most popular — simpler installation, no cooling tower. For central systems (50RT+), water cooled screw chillers deliver better energy efficiency. In high ambient climates (Middle East, Southeast Asia), water cooled is strongly preferred.
What is the lead time?
Standard scroll chiller configurations: 30 working days. Larger screw chiller systems: 45 working days. Delivery by sea to most ports worldwide with wooden case packaging and transportation insurance.
Related Products
Send Your Inquiry Today
All Types of Industrial Water Chiller Products




Modular Air Chiller


Air Source Heat Pump

Water Source Heat Pump

Water Cooling Tower
